



 Fiberoptisk svetsning är en sammanfogning av fiberoptiska kablar genom en termisk process med hjälp av en elektrisk båge, vilket resulterar i en så kallad permanent anslutning. På grund av kablarnas struktur och deras avsedda användning kräver en sådan anslutning särskild precision och omsorg av operatören redan när han förbereder den optiska fibern för svetsning. Detta beror på att kvaliteten, styrkan och hållbarheten hos anslutningen till stor del beror på dessa egenskaper.
Fiberoptisk svetsning är en sammanfogning av fiberoptiska kablar genom en termisk process med hjälp av en elektrisk båge, vilket resulterar i en så kallad permanent anslutning. På grund av kablarnas struktur och deras avsedda användning kräver en sådan anslutning särskild precision och omsorg av operatören redan när han förbereder den optiska fibern för svetsning. Detta beror på att kvaliteten, styrkan och hållbarheten hos anslutningen till stor del beror på dessa egenskaper.
Förberedande verksamhet för svetsning:
- Välja och applicera en lämplig längd och diameter på krympslangen på den optiska fibern, som ska användas för att skydda anslutningsplatsen efter svetsning.
- Avlägsnande av det skyddande skiktet på den optiska fibern med en justerbar avbitartång - Stripper. Minst 50 mm yttre skikt och 30 mm inre skikt.
- Grundlig rengöring av fiberkabeln vid skarvpunkten med hjälp av lämpliga produkter avsedda för detta ändamål eller helt enkelt med en etanol- eller propanolindränkt bomullspinne, bomullspinne, bomullspinne, bomullspinne.
- Exakt klippning av fiberkabeln med en speciellt utformad fiberoptisk kniv med diamantblad så exakt som möjligt, eftersom detta är den viktigaste faktorn för att anslutningen ska bli korrekt.
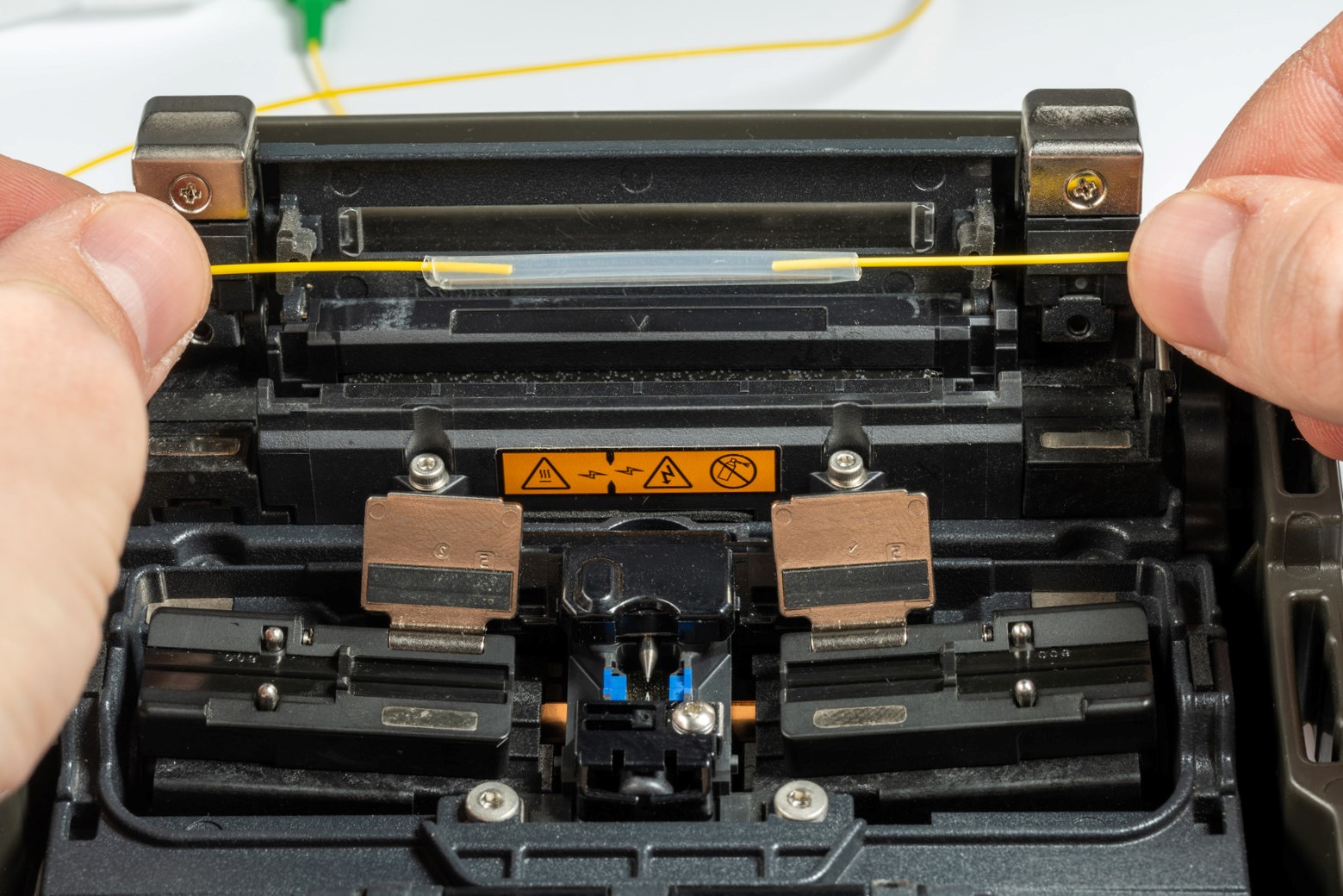
- Förberedelse av svetsboxen för svetsning, val av lämpligt program och placering av trådarna i v-rännor som motsvarar deras diameter.
- Säkra kabeln på plats i den svetsade sömmen med en lämplig storlek på krympslangen i förväg och svetsa ihop det hela i ugnen.
Eftersom varje skarvkoppling av en optisk fiber innebär en förlust av överföringsegenskaper är förberedelserna av den optiska fibern en av de viktigaste faktorerna i skarvprocessen. Därför bör förberedelserna av kablarna före skarvningen utföras med särskild omsorg för att minimera förlusten av signalkvalitet vid skarvpunkten. Vi måste alltid och absolut komma ihåg detta, eftersom det har en direkt inverkan på kvaliteten och effektiviteten i vårt arbete.
Nästa steg i svetsningen av optiska fibrer, direkt efter att fibrerna förberetts och placerats i svetsmaskinens lämpliga v-rännor, är att förbereda själva maskinen för svetsningen. För detta ändamål bör vi använda maskinens manual och välja det svetsprogram som motsvarar parametrarna för de optiska fibrer som ska skarvas. Beroende på modell har de flesta fiberoptiska svetsmaskiner från flera till ett dussin svetsprogram lagrade i apparatens minne. Endast vissa av dem ger, tack vare ett omfattande system, möjlighet att skapa och spara egna program, vilket är användbart till exempel när optiska fibrer från olika tillverkare ska sammanfogas. Men inte bara. Detta alternativ kan också användas vid otillfredsställande svetsdämpningsparametrar till följd av förvrängningar eller det så kallade svetsöverflödet genom att justera och välja lämplig svetsström.
Själva svetsprocessen sker i fyra steg och sker i en svetslåda som vanligtvis kallas svetsmaskin. Det första steget, som utförs av svetsmaskinen, är en exakt positionering av de kablar som ska sammanfogas, med fibrerna exakt centrerade på varandra. Det andra steget är förvärmning av kabeländarna, samtidigt som de förs närmare varandra på ett avstånd av ~ µm med ett kontrollerat val av ljusbågsström för att uppnå rätt temperatur, varvid trådarna mjukgörs för att ge den flexibilitet som krävs för att uppnå önskad fogkvalitet. I det tredje steget sammanfogas kablarna med hjälp av lämpligt tryck under en exakt definierad tid, varvid trådarna är ordentligt sammanfogade. I det sista fjärde steget frigörs värme från de sammanfogade trådarna, vilket leder till att deras struktur förtjockas och kristalliseras i anslutningspunkten.
När svetsningen har utförts av svetsboxen utför enheten automatiskt en diagnos av den färdiga skarven. Efter testet med hjälp av en skattningsanalys med ett acceptabelt litet fel får vi information om svetsens kvalitet i förhållande till den erhållna dämpningen. Det förväntade resultatet bör ligga mellan 0,01 dB och 0,05 dB, annars måste hela svetsprocessen utföras på nytt från början.
