



 Зварювання оптичних волокон - це з'єднання оптичних волокон термічним способом за допомогою електричної дуги, в результаті чого ми отримуємо так зване нероз'ємне з'єднання. У зв'язку з конструкцією самих кабелів і їх цільовим призначенням, виконання такого з'єднання вимагає від оператора особливої точності і старанності в самому процесі підготовки оптичних волокон до зрощування. Це пояснюється тим, що від цих особливостей багато в чому залежить якість, міцність і довговічність їх з'єднання.
Зварювання оптичних волокон - це з'єднання оптичних волокон термічним способом за допомогою електричної дуги, в результаті чого ми отримуємо так зване нероз'ємне з'єднання. У зв'язку з конструкцією самих кабелів і їх цільовим призначенням, виконання такого з'єднання вимагає від оператора особливої точності і старанності в самому процесі підготовки оптичних волокон до зрощування. Це пояснюється тим, що від цих особливостей багато в чому залежить якість, міцність і довговічність їх з'єднання.
Підготовчі дії до зварювання:
- Вибір і розміщення на оптичному волокні термозбіжної трубки відповідної довжини та діаметру, якою ми закріпимо місце з’єднання після зварювання.
- Зняття захисного шару оптичного волокна за допомогою регульованих знімачів для зняття ізоляції - Stripper. Принаймні 50 мм зовнішнього шару та 30 мм внутрішнього шару.
- Ретельне очищення оптичного волокна в місці з'єднання за допомогою відповідних засобів або просто ватної палички, ватної палички або ватного диска, змоченого в етанолі або пропанолі.
- Точна розрізка оптичного волокна спеціально розробленим прецизійним оптоволоконним ножем з алмазним лезом з максимально точним огранюванням, адже це головний фактор, що визначає правильність з'єднання.
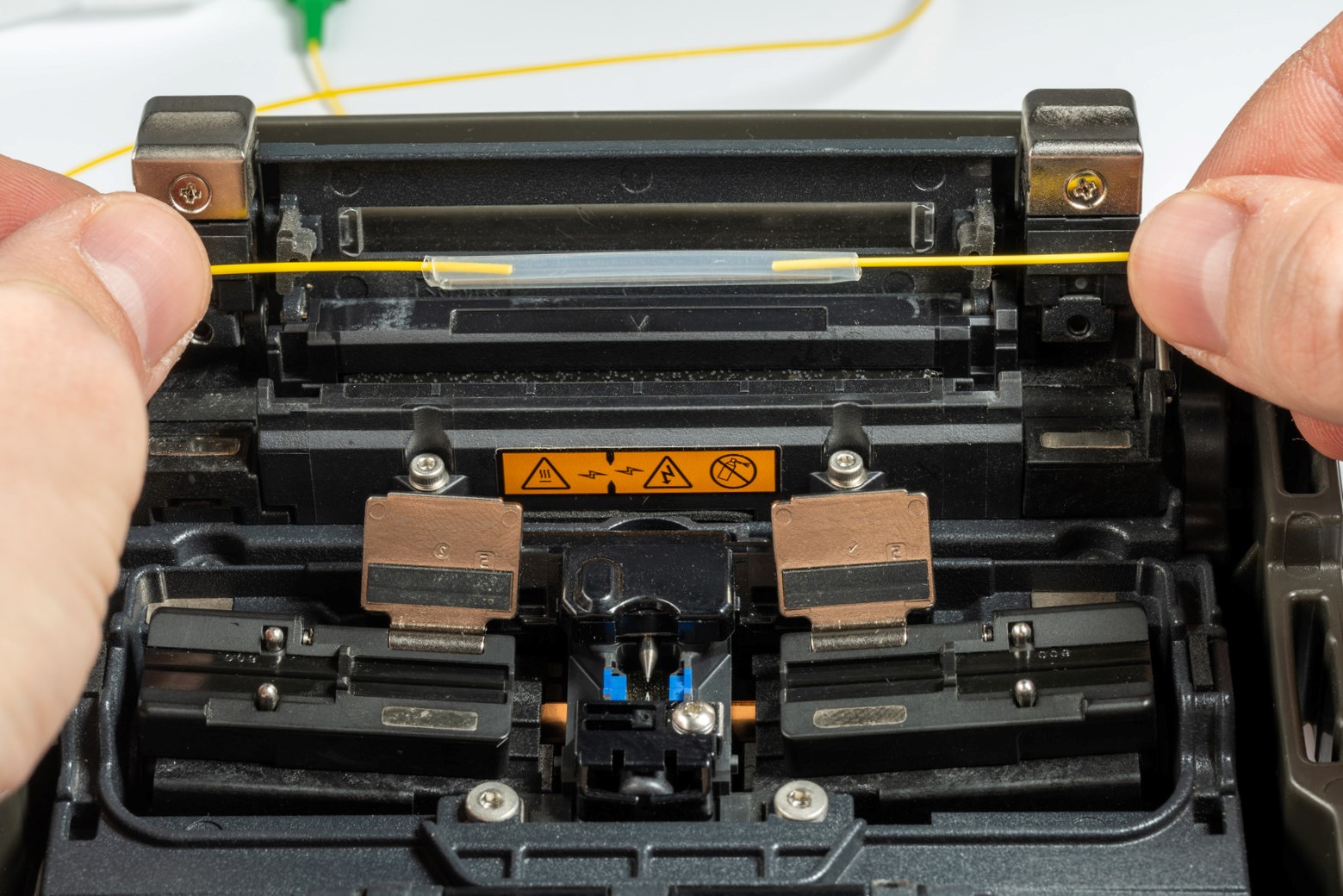
- Підготовка зварювального боксу до зварювальних робіт, вибір відповідної програми та розміщення дротів у V-образних пазах відповідно до їх діаметру.
- Закріплення кабелю в місці зварювання правильно підібраною термозбіжною трубкою і зварювання всього в печі.
Оскільки кожне з’єднання оптичного волокна зі з’єднанням пов’язане з втратою пропускних властивостей, підготовка оптичного волокна є одним із найважливіших факторів у процесі зварювання. Тому підготовку проводів перед підключенням слід проводити особливо ретельно, щоб мінімізувати втрати якості сигналу в місці їх підключення. Ми повинні завжди і неодмінно пам'ятати про це, тому що це безпосередньо впливає на якість і ефективність нашої роботи.
Наступним кроком у процесі зварювання оптичних волокон відразу після підготовки волокон і вбудовування їх у відповідні V-подібні канавки зварника є підготовка їх до операції зварювання. Для цього необхідно скористатися інструкцією до приладу і вибрати програму зварювання відповідно до параметрів підключених оптоволокон. У більшості зварювальних апаратів, залежно від моделі, в пам'яті пристрою зберігається від кількох до десятка програм зварювання. Лише деякі з них, завдяки розгалуженій системі, надають можливість створювати та зберігати власні програми, корисні, наприклад, у разі підключення оптоволокон різних виробників. Але не тільки. Цю опцію ми можемо використати також у разі отримання незадовільних параметрів зварювального загасання через перекоси або так званого перегоряння зварювальника шляхом регулювання та вибору відповідного зварювального струму.
Сам процес зварювання відбувається в чотири етапи і відбувається в зварювальному боксі, широко відомому як зварювальний апарат. Першою операцією, яку виконує зварювальний пристрій, є точне розташування підключених кабелів з точним центруванням їх волокон відносно один одного. На другому етапі фронти провідників попередньо нагрівають і одночасно наближають їх один до одного на відстань. ~ мкм з контрольованим відбором струму в електричній дузі, щоб отримати відповідну температуру, при якій провідники розм’якшуються, щоб забезпечити відповідну гнучкість, необхідну для отримання бажаної якості з’єднання. На третьому етапі кабелі з'єднуються з використанням відповідного тиску в точно визначений час, протягом якого проводи належним чином з'єднуються. На останньому, четвертому етапі, відбувається виділення тепла з з'єднаних труб, в результаті чого їх структура потовщується і кристалізується в місці з'єднання.
Після виконання зварювальних робіт зварювальним боксом апарат автоматично діагностує з'єднання. В результаті випробування з використанням розрахункового аналізу з прийнятною незначною похибкою ми отримуємо інформацію про якість зварного шва по відношенню до досягнутого загасання. Очікуваний результат має бути в діапазоні від 0,01 дБ до 0,05 дБ, в іншому випадку весь процес зварювання слід проводити заново.
