



 Spawanie światłowodów to łączenie przewodów światłowodowych w procesie cieplnym z użyciem łuku elektrycznego w wyniku, którego otrzymujemy tak zwane połączenie stałe. Z uwagi na budowę samych przewodów i ich przeznaczenia wykonanie takiego połączenia wymaga szczególnej precyzji i staranności od operatora już w samej czynności przygotowania włókien światłowodu do wykonania spawu. Od tych bowiem cech w zasadzie w dużej mierze zależy jakość, wytrzymałość i trwałość ich połączenia.
Spawanie światłowodów to łączenie przewodów światłowodowych w procesie cieplnym z użyciem łuku elektrycznego w wyniku, którego otrzymujemy tak zwane połączenie stałe. Z uwagi na budowę samych przewodów i ich przeznaczenia wykonanie takiego połączenia wymaga szczególnej precyzji i staranności od operatora już w samej czynności przygotowania włókien światłowodu do wykonania spawu. Od tych bowiem cech w zasadzie w dużej mierze zależy jakość, wytrzymałość i trwałość ich połączenia.
Czynności przygotowawcze do spawania:
- Wybranie i nałożenie na światłowód odpowiedniej długości i średnicy rurki termokurczliwej, którą po spawaniu zabezpieczymy miejsce połączenia.
- Zdjęcie warstwy ochronnej światłowodu za pomocą regulowanych cążek do zdejmowania izolacji – Strippera. Co najmniej 50 mm warstwy zewnętrznej i 30 mm warstwy wewnętrznej.
- Dokładne oczyszczenie światłowodu w miejscu łączenia przy użyciu przeznaczonych do tego celu odpowiednich środków lub po prostu nasączonym etanolem lub propanolem patyczkiem higienicznym, wacikiem, bawełnianym tamponem.
- Dokładne przycięcie światłowodu przeznaczonym specjalnie do tego precyzyjnym nożem światłowodowym z diamentowym ostrzem możliwie z najprecyzyjniejszym cięciem, jest to bowiem główny czynnik decydujący o poprawności wykonania połączenia.
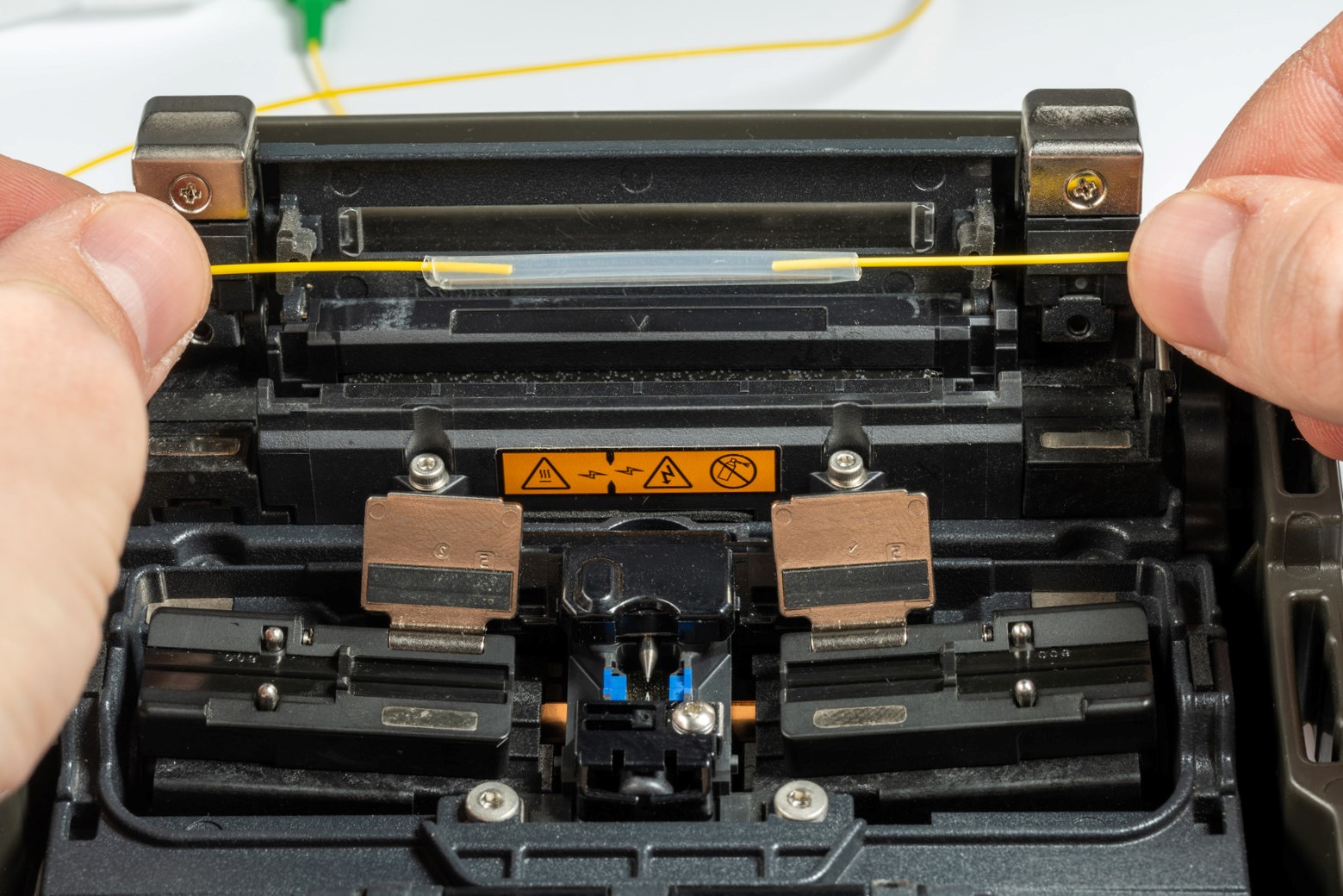
- Przygotowanie skrzynki spawalniczej do czynności spawania, dobór odpowiedniego programu i osadzenie przewodów w v-rowkach odpowiadającym ich średnicy.
- Zabezpieczenie przewodu w miejscu wykonanego spawu, wcześniej, odpowiednio dobraną rurką termokurczliwą i zgrzanie całości w piecyku.
Ponieważ każde połączenie światłowodu spawem wiąże się ze stratą właściwości transmisyjnych czynność przygotowania światłowodu jest jednym z najistotniejszych czynników w procesie spawania. Dlatego samo przygotowanie przewodów przed połączeniem powinno być przeprowadzone ze szczególną starannością w celu zminimalizowania strat w jakości sygnału w miejscu ich połączenia. Musimy zawsze i bezwzględnie o tym pamiętać ma to bowiem bezpośrednie przełożenie na jakość i efektywność wykonywanej przez nas pracy.
Następnym krokiem w procesie spawania światłowodów bezpośrednio po przygotowaniu włókien i osadzeniu ich w odpowiednich v – rowkach spawarki jest przygotowanie jej samej do wykonania czynności spawu. W tym celu powinniśmy się posłużyć instrukcją obsługi urządzenia i wybrać odpowiadający parametrom łączonych światłowodów program spawania. W większości spawarek światłowodowych w zależności od modelu, dostępnych mamy od kilku do kilkunastu zapisanych w pamięci urządzenia programów spawania. Tylko niektóre z nich dzięki rozbudowanemu systemowi udostępniają możliwość tworzenia i zapisu własnych programów przydatnych na przykład w przypadku łączenia światłowodów różnych producentów. Ale, nie tylko. Z opcji takiej skorzystać możemy, także w przypadkach otrzymania, niezadowalających parametrów tłumienności spawu na skutek zniekształceń bądź tak zwanego przepału spawarki po przez regulację i dobór odpowiedniego prądu spawania.
Sam proces spawania przebiega w czterech etapach i odbywa się w skrzynce spawalniczej zwanej potocznie spawarką. Pierwszą z czynności jaką wykonuje urządzenie spawalnicze jest dokładne ułożenie łączonych kabli z precyzyjnym centrowaniem ich włókien względem siebie. W drugim etapie następuje wstępne wygrzewanie czół przewodów z jednoczesnym zbliżeniem ich do siebie na odległość ~ µm z kontrolowanym doborem prądu w łuku elektrycznym w celu uzyskania odpowiedniej temperatury, w której dochodzi do zmiękczenia przewodów w celu doprowadzenia do odpowiedniej elastyczności niezbędnej do uzyskania pożądanej jakości połączenia. W etapie trzecim dochodzi do połączenia kabli z użyciem odpowiedniego docisku w precyzyjnie określonym czasie, w którym dochodzi do właściwego spojenia przewodów. W ostatnim czwartym etapie dochodzi do uwolnienia ciepła z połączonych przewodów w skutek czego następuje gęstnienie i krystalizacja ich struktury w miejscu połączenia.
Po przeprowadzeniu czynności spawania przez skrzynkę spawalniczą, urządzenie przeprowadza automatycznie diagnozę wykonanego połączenia. W następstwie badania z wykorzystaniem analizy szacunkowej obarczonej dopuszczalnym niewielkim błędem otrzymujemy informację o jakości spawu względem uzyskanej tłumienności. Spodziewany wynik powinien mieścić się w przedziale od 0,01dB do 0,05dB w innym przypadku należy przeprowadzić cały proces spawania od początku raz jeszcze.
