



 Оптоволоконная сварка - это соединение оптоволоконных кабелей с помощью термического процесса с использованием электрической дуги, в результате чего образуется так называемое неразъемное соединение. В силу особенностей строения самих кабелей и их предназначения, выполнение такого соединения требует от оператора особой точности и внимательности уже на этапе подготовки оптического волокна к сварке. Ведь от этих характеристик во многом зависит качество, прочность и долговечность соединения.
Оптоволоконная сварка - это соединение оптоволоконных кабелей с помощью термического процесса с использованием электрической дуги, в результате чего образуется так называемое неразъемное соединение. В силу особенностей строения самих кабелей и их предназначения, выполнение такого соединения требует от оператора особой точности и внимательности уже на этапе подготовки оптического волокна к сварке. Ведь от этих характеристик во многом зависит качество, прочность и долговечность соединения.
Подготовительные мероприятия по сварке:
- Выберите и наложите на оптическое волокно термоусадочную трубку соответствующей длины и диаметра, которая будет использоваться для защиты места соединения после сварки.
- Удаление защитного слоя оптического волокна с помощью регулируемых щипцов для снятия изоляции - Stripper. Не менее 50 мм внешнего слоя и 30 мм внутреннего слоя.
- Тщательно очистите оптоволоконный кабель в месте сращивания с помощью предназначенных для этого средств или просто ватной палочки, ватного тампона, ватного тампона, смоченного этанолом или пропанолом.
- Точная резка оптоволоконного кабеля с помощью специально разработанного оптоволоконного ножа с алмазным лезвием как можно точнее, так как это основной фактор, определяющий правильность соединения.
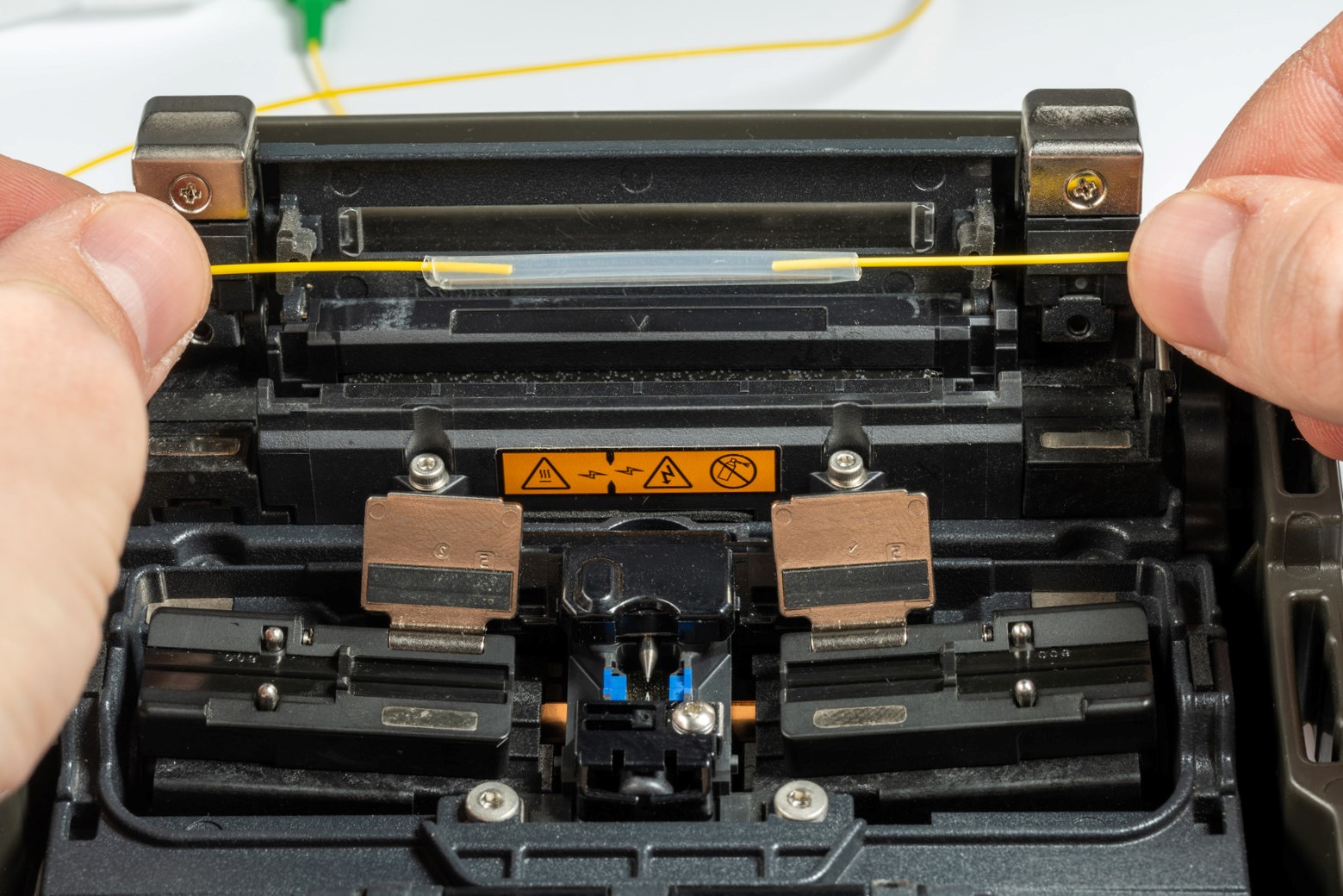
- Подготовка сварочной коробки к сварочным работам, выбор соответствующей программы и посадка проволоки в V-образные канавки, соответствующие ее диаметру.
- Предварительно закрепите кабель в зоне сварки термоусадочной трубкой подходящего размера и сваривайте все в печи.
Поскольку любое сращивание оптического волокна влечет за собой потерю свойств передачи, подготовка оптического волокна является одним из наиболее важных факторов в процессе сращивания. Поэтому подготовка кабеля перед сращиванием должна выполняться с особой тщательностью, чтобы свести к минимуму потерю качества сигнала в точке сращивания. Мы должны всегда и абсолютно точно помнить об этом, поскольку это напрямую влияет на качество и эффективность нашей работы.
Следующим шагом в процессе сварки оптических волокон, непосредственно после подготовки волокон и их размещения в соответствующих v-образных пазах сварочного аппарата, является подготовка самого аппарата к сварочным работам. Для этого необходимо воспользоваться инструкцией к аппарату и выбрать программу сварки, соответствующую параметрам сращиваемых оптических волокон. В зависимости от модели большинство волоконно-оптических сварочных аппаратов имеют от нескольких до десятка программ сварки, хранящихся в памяти аппарата. Лишь некоторые из них, благодаря развитой системе, предоставляют возможность создания и сохранения собственных программ, что полезно, например, при соединении оптических волокон разных производителей. Но не только. Эту возможность можно использовать и в случае неудовлетворительных параметров затухания сварного шва в результате искажений или так называемого переполнения сварочного аппарата, отрегулировав и выбрав соответствующий сварочный ток.
Сам процесс сварки проходит в четыре этапа и осуществляется в сварочном боксе, который обычно называют сварочным аппаратом. Первый этап, выполняемый сварочным аппаратом, заключается в точном позиционировании соединяемых кабелей, при этом их волокна точно центрируются друг на друге. На втором этапе концы кабелей предварительно нагреваются и сближаются друг с другом на расстояние ~ мкм с контролируемым выбором тока дуги для достижения нужной температуры, при которой провода размягчаются, обеспечивая необходимую гибкость для достижения требуемого качества соединения. На третьем этапе кабели соединяются вместе с помощью соответствующего давления в точно определенное время, в течение которого происходит надлежащее скрепление проводов. На заключительном четвертом этапе происходит отвод тепла от соединенных проводов, что приводит к уплотнению и кристаллизации их структуры в месте соединения.
После выполнения сварочной операции сварочной коробкой аппарат автоматически проводит диагностику готового соединения. После проверки с помощью оценочного анализа с допустимой небольшой погрешностью мы получаем информацию о качестве сварного шва в зависимости от полученного затухания. Ожидаемый результат должен составлять от 0,01 дБ до 0,05 дБ, в противном случае весь процесс сварки необходимо повторить с самого начала.
