



 Unter Glasfaserschweißen versteht man das Verbinden von Glasfaserkabeln durch einen thermischen Prozess mit Hilfe eines elektrischen Lichtbogens, wodurch eine so genannte dauerhafte Verbindung entsteht. Aufgrund des Aufbaus der Kabel selbst und ihres Verwendungszwecks erfordert die Ausführung einer solchen Verbindung vom Bediener besondere Präzision und Sorgfalt bei der Vorbereitung der Glasfaser für das Schweißen. Denn die Qualität, Festigkeit und Dauerhaftigkeit ihrer Verbindung hängt in hohem Maße von diesen Merkmalen ab.
Unter Glasfaserschweißen versteht man das Verbinden von Glasfaserkabeln durch einen thermischen Prozess mit Hilfe eines elektrischen Lichtbogens, wodurch eine so genannte dauerhafte Verbindung entsteht. Aufgrund des Aufbaus der Kabel selbst und ihres Verwendungszwecks erfordert die Ausführung einer solchen Verbindung vom Bediener besondere Präzision und Sorgfalt bei der Vorbereitung der Glasfaser für das Schweißen. Denn die Qualität, Festigkeit und Dauerhaftigkeit ihrer Verbindung hängt in hohem Maße von diesen Merkmalen ab.
Vorbereitende Tätigkeiten für das Schweißen:
- Auswahl und Anbringung eines Schrumpfschlauchs in geeigneter Länge und mit geeignetem Durchmesser für die Glasfaser, der nach dem Schweißen zum Schutz der Verbindungsstelle verwendet wird.
- Entfernen der Schutzschicht des Lichtwellenleiters mit einer verstellbaren Abisolierzange - Stripper. Mindestens 50 mm Außenschicht und 30 mm Innenschicht.
- Gründliche Reinigung des Glasfaserkabels an der Spleißstelle mit geeigneten, für diesen Zweck vorgesehenen Produkten oder einfach mit einem in Ethanol oder Propanol getränkten Wattestäbchen, Wattestäbchen, Wattestäbchen.
- Exaktes Schneiden des Glasfaserkabels mit einem speziell entwickelten Glasfasermesser mit Diamantklinge so präzise wie möglich, da dies der Hauptfaktor für die Korrektheit der Verbindung ist.
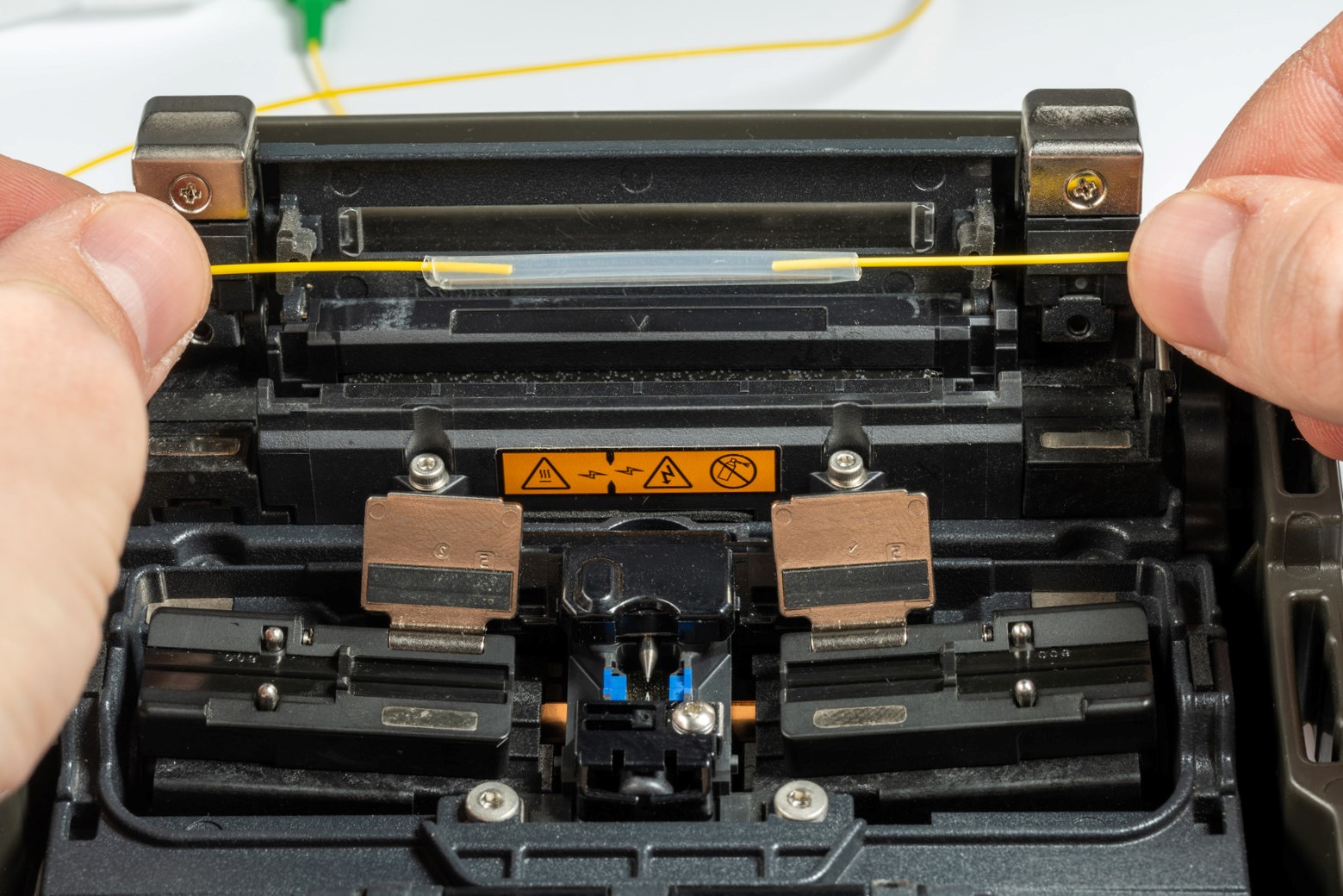
- Vorbereitung des Schweißkastens für die Schweißarbeiten, Auswahl des geeigneten Programms und Einsetzen der Drähte in die ihrem Durchmesser entsprechenden V-Nuten.
- Sichern Sie das Kabel an der Schweißnaht mit einem entsprechend dimensionierten Schrumpfschlauch und schweißen Sie das Ganze im Ofen.
Da jede Spleißverbindung einer Glasfaser einen Verlust an Übertragungseigenschaften mit sich bringt, ist die Vorbereitung der Glasfaser einer der wichtigsten Faktoren im Spleißprozess. Daher sollte die Vorbereitung der Kabel vor dem Spleißen mit besonderer Sorgfalt erfolgen, um den Verlust der Signalqualität an der Spleißstelle zu minimieren. Daran müssen wir immer und unbedingt denken, denn es wirkt sich unmittelbar auf die Qualität und Effizienz unserer Arbeit aus.
Unmittelbar nach der Vorbereitung der Fasern und ihrer Platzierung in den entsprechenden V-Nuten der Schweißmaschine besteht der nächste Schritt im Prozess des Schweißens von Glasfasern darin, die Maschine selbst für den Schweißvorgang vorzubereiten. Zu diesem Zweck sollte man das Handbuch der Maschine benutzen und das Schweißprogramm auswählen, das den Parametern der zu spleißenden optischen Fasern entspricht. Die meisten Glasfaserschweißgeräte verfügen je nach Modell über mehrere bis ein Dutzend Schweißprogramme, die im Speicher des Geräts abgelegt sind. Nur einige von ihnen bieten dank eines umfangreichen Systems die Möglichkeit, eigene Programme zu erstellen und zu speichern, die z. B. beim Verbinden von Glasfasern verschiedener Hersteller nützlich sind. Aber, nicht nur. Diese Option kann auch bei unbefriedigenden Dämpfungsparametern der Schweißnaht infolge von Verzerrungen oder des so genannten Schweißerüberlaufs genutzt werden, indem der geeignete Schweißstrom eingestellt und ausgewählt wird.
Der eigentliche Schweißvorgang erfolgt in vier Stufen und wird in einer Schweißbox durchgeführt, die gemeinhin als Schweißmaschine bezeichnet wird. Der erste Schritt, der von der Schweißmaschine ausgeführt wird, ist die präzise Positionierung der zu verbindenden Kabel, wobei die Fasern genau aufeinander ausgerichtet werden. Der zweite Schritt ist das Vorwärmen der Kabelenden, wobei sie über eine Strecke von ~ µm mit einer kontrollierten Wahl des Lichtbogenstroms, um die richtige Temperatur zu erreichen, bei der die Drähte erweicht werden, um die notwendige Flexibilität für die gewünschte Verbindungsqualität zu erreichen. In der dritten Stufe werden die Kabel mit entsprechendem Druck und zu einem genau definierten Zeitpunkt zusammengefügt, wobei die Drähte ordnungsgemäß miteinander verbunden werden. In der abschließenden vierten Stufe wird Wärme an die verklebten Drähte abgegeben, was zu einer Verdickung und Kristallisation ihrer Struktur an der Verbindungsstelle führt.
Nachdem der Schweißvorgang von der Schweißbox ausgeführt wurde, führt das Gerät automatisch eine Diagnose der fertigen Verbindung durch. Nach der Prüfung durch eine Schätzungsanalyse mit einem akzeptablen kleinen Fehler erhalten wir Informationen über die Qualität der Schweißnaht in Bezug auf die erzielte Dämpfung. Das zu erwartende Ergebnis sollte zwischen 0,01 dB und 0,05 dB liegen, andernfalls muss der gesamte Schweißvorgang von vorn begonnen werden.
